



 扫一扫
扫一扫

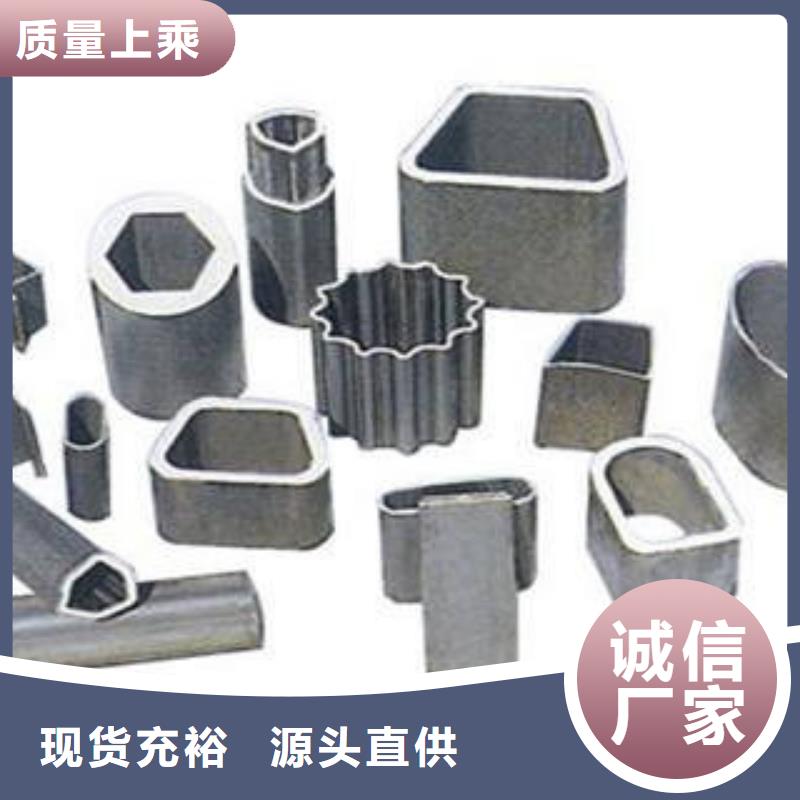
真正的弯曲方管压实,然后弯曲的弯曲,内部和外部的托辊管异型钢管的内外壁压实是一个双向的过程。矩形管真正的弯曲的优点是固体的弯曲将相对较小,并且,形成一个更准确的,并在生产时间,只要是使用辊式的准确,以及内部的反弹后的钢管的成型比较准确的异型钢管的角度,我们可以保证准确。
即时弯曲一定的缺点,主拉伸的时间将导致钢管变薄,真正的弯曲使得矩形管弯曲,在农产品拉伸弯曲,导致异型钢管的长度方向的弯曲线的长度变短,和金属含量将因为拉伸减薄。



浩融金属制品厂有限公司始终严把质量关,把科技创新作为公司的核心竞争力,其强大的研发能力保证了 黔西南圆钢产品的不断改进和更新。 黔西南圆钢产品质量、价格以及服务获得业界优良口碑。公司始终把“求真务实、拼搏创新、合作共进、价值共享”为企业的经营理念,并把振兴民族企业和民族产品为己任,更好更多的服务于社会。


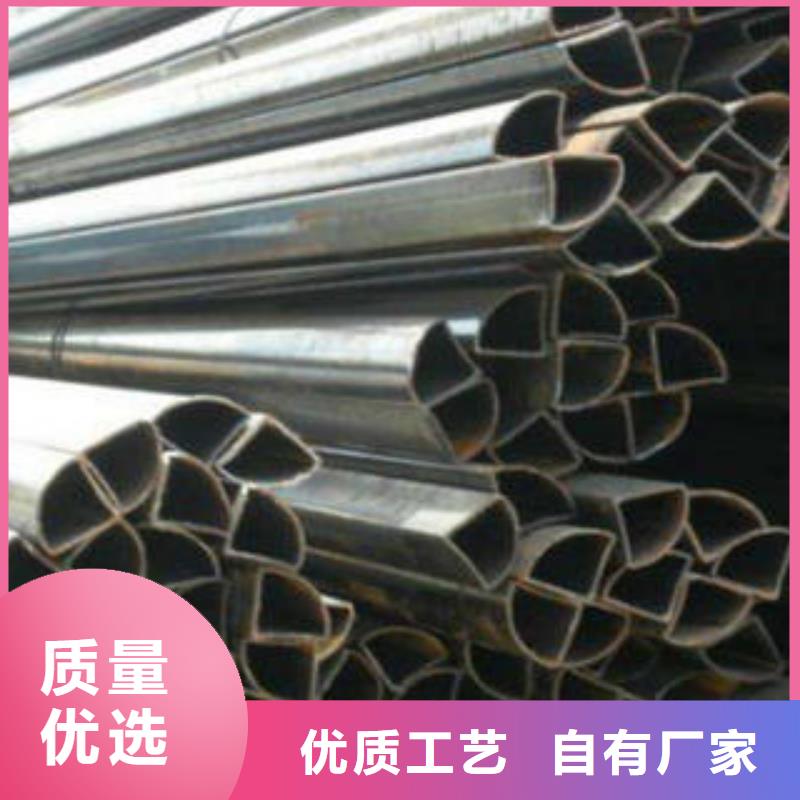
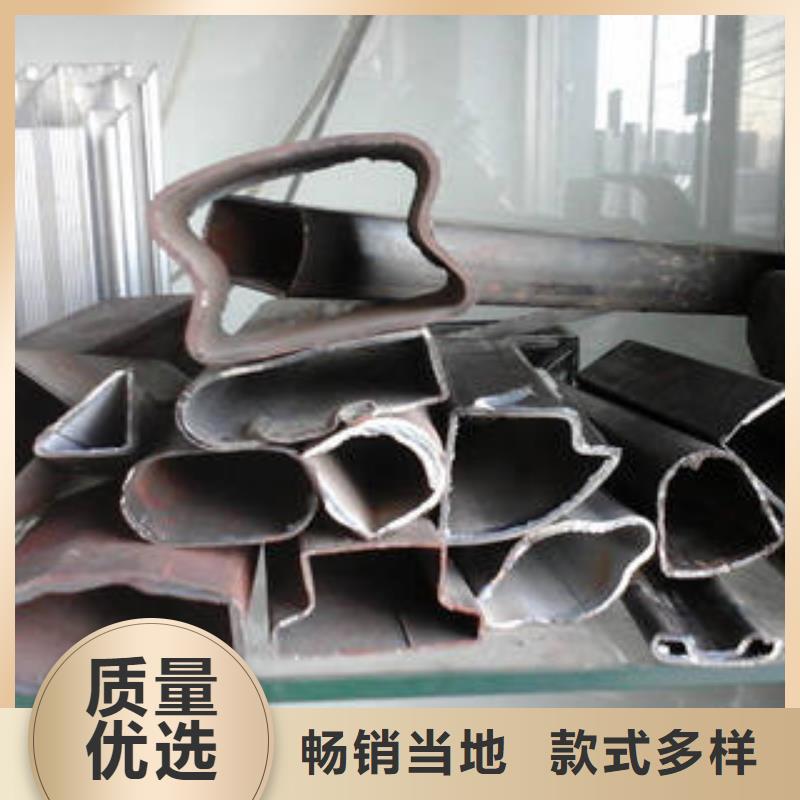
异型管与其他管材相比是*为结实的管材,他本身不具有其他管材的娇气,相比来说异型管在保养和运输途中如无意外条件,异型管本身不会造成损伤。异型管在运输途中应注意以下事项:
1、异型管本身采用钢管浸塑形成抗压强本身结实,在装卸途中应注意管材外壁涂层不要与尖状物,和过硬的物品发生碰撞挤压。
2、异型管储存应将管材放在平坦且地面没有石子等杂物的地面上,以免造成破损。
3、异型管在装车时应均匀平放,不要随意堆放。
4、异型管打包完成后不可以随意拆包,只有达到施工地点方可,开包后可能对异型管运输造成麻烦。



技术支持:k797.com