想要直观了解【(南通) 当地 钢板卷管_桥式滤水管厂家直发】产品吗?别犹豫,快来观看我们的视频,让产品自己说话!
以下是:【(南通) 当地 钢板卷管_桥式滤水管厂家直发】的图文介绍
 当地 钢板卷管_桥式滤水管厂家直发】")
钢板卷管锥形卷管、异形卷管成型注意事项: ①把卷板机上面的管子一端抬高,把小锥面放在低端,卷制时不断移动大端,大端的进入速度要加快; ②在辊子的一段加一个旁轮卷锥装置; ③在卷板机的下辊两侧装两个锥筒,卷制的时候把小端靠在锥筒上,小端的板边就会倚着锥筒往里进. 单个气孔回波高度低,波形为单缝,较稳定。从各个方向探测,反射波大体相同,但稍一动探头就消失,密集气孔会出现一簇反射波,波高随气孔大小而不同,当探头作定点转动时,会出现此起彼落的现象。? ? 产生这类缺陷的原因主要是焊材未按规定温度烘干,焊条药皮变质脱落、焊芯锈蚀,焊丝清理不干净,手工焊时电流过大,电弧过长;埋弧焊时电压过高或网络电压波动太大;气体保护焊时保护气体纯度低等。如果焊缝中存在着气孔,既破坏了焊缝金属的致密性,又使得焊缝有效截面积减少,降低了机械性能,特别是存链状气孔时,对弯曲和冲击韧性会有比较明显降低
 当地 钢板卷管_桥式滤水管厂家直发】")
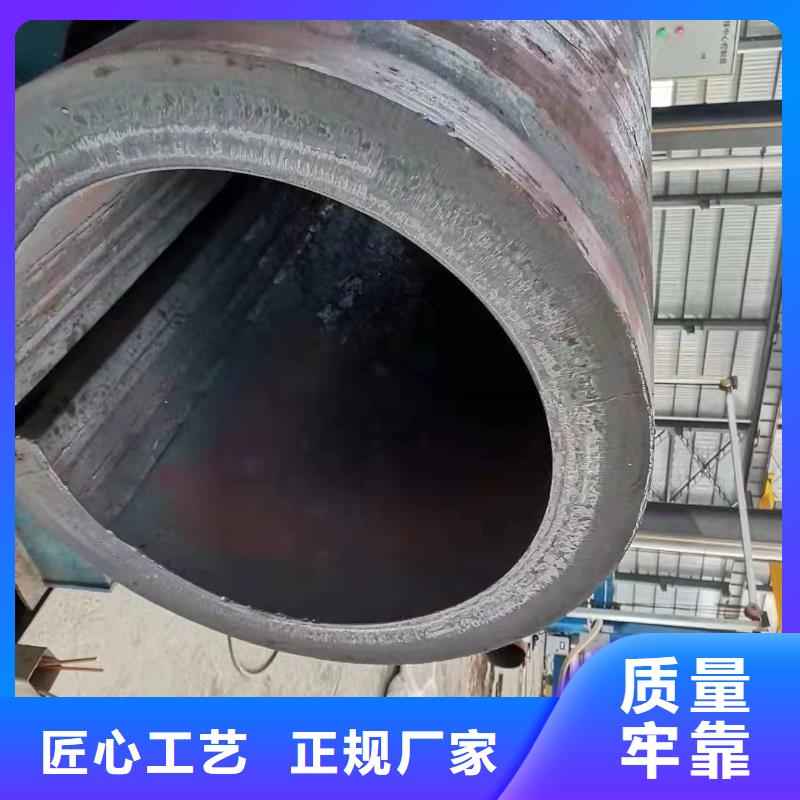
钢板卷管的生产过程介绍:1.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。2.带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢板卷管后采用自动埋弧焊补焊。3.成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。4.采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。5.采用外控或内控辊式成型。6.采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。7.内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。8.焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。9.采用空气等离子切割机将钢板卷管切成单根。10.切成单根钢板卷管后,每批钢板卷管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢板卷管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。11.焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。12.带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。13.每根钢板卷管经过静水压试验,压力采用径向密封。试验压力和时间都由钢板卷管水压微机检测装置严格控制。试验参数自动打印记录。
 当地 钢板卷管_桥式滤水管厂家直发】")
 当地 钢板卷管_桥式滤水管厂家直发】")
公制焊管:规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。 钢板卷管托辊管:用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。
 当地 钢板卷管_桥式滤水管厂家直发】")
 当地 钢板卷管_桥式滤水管厂家直发】")
 当地 钢板卷管_桥式滤水管厂家直发】")
山特金属制品有限公司根据市场发展的需要在进一步完善定型产品的基础上,不断开发出新产品和引进先进的生产技术。 南通异形管、产品设计先进,制作精细,性能可靠,具有国际先进水平,畅销全国,在同行中享有较高声誉,并深受广大用户的信赖!销售网络覆盖面广,产品适用范围大,遍布全国各地。
 当地 钢板卷管_桥式滤水管厂家直发】")
 当地 钢板卷管_桥式滤水管厂家直发】")





 扫一扫
扫一扫